
Factories make a magnet by following exact steps. They select raw materials such as neodymium, iron, or boron. Workers melt these materials at very high temperatures, over 1600°C. After cooling, they grind the alloy into a fine powder. To make a magnet, they align the powder in a strong magnetic field. Then, they press the powder into the desired shape. Each type of magnet, like permanent or flexible magnets, requires special methods. Workers also carefully monitor quality and safety throughout the process.
Key Takeaways
- Factories make magnets by picking the right materials. They melt these materials. Then, they shape the powder. After that, they magnetize the finished product.
- Permanent magnets like neodymium are very strong. They need coatings to stop rust. This helps them last longer.
- Flexible magnets can bend and are safe to use. Electromagnets use electricity to turn magnetism on or off.
- Quality control and safety are very important steps. Workers test the magnets. They wear protective gear while making magnets.
- Each magnet type is made for different uses. Factories pick materials and methods for each job. They think about strength, heat resistance, and cost.
Magnet Materials

Permanent Magnets
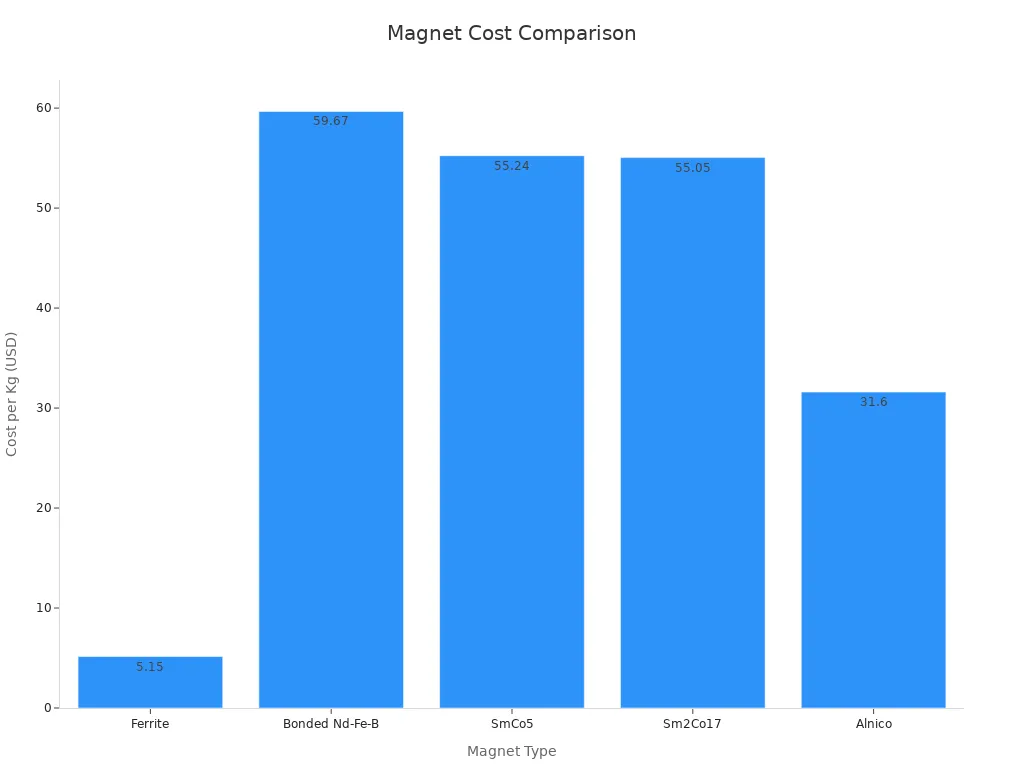
Permanent magnets keep their magnetic field for a long time. Factories use neodymium, samarium cobalt, ferrite, and alnico to make them. These magnets stay strong without needing electricity. Neodymium magnets are the strongest. They can reach up to 52 MGOe. But they lose about 1% of their strength each year. Samarium cobalt magnets work well in high heat. They also resist rust. Ferrite magnets are cheaper and tough. But they are not as strong as others. Alnico magnets handle heat well and do not rust easily. The table below shows how these magnets compare:
| Magnet Type | Magnetic Strength | Temp. Tolerance | Corrosion Resistance | Longevity/Stability |
|---|---|---|---|---|
Neodymium (NdFeB) | Very High | Moderate | Needs coating | Loses ~1%/year |
| Samarium Cobalt | High | High | Excellent | Stable, good at high temps |
| Ferrite | Medium | Low | Good | Brittle, less durable |
| Alnico | Medium | Very High | High | Durable, lower strength |
Over 90% of magnets made and used in factories are permanent magnets.
Flexible Magnets
Flexible magnets are made from rubber resin and ferrite powder. Factories shape them by extrusion or calendaring. This makes the magnets bendable. Workers can cut, bend, or twist them into many shapes. They do not break when shaped. Flexible magnets keep their magnetic power after shaping. They are light, safe, and cheap. You can print on them for custom uses. They are easy to put in place. Flexible SmFeN magnets are strong and flexible. They are between ferrite and rare earth magnets in strength.
- You can cut flexible magnets with scissors or punch them.
- They do not get damaged by chemicals or weather.
- Factories often make them in sheets or strips for easy use.
Electromagnets
Electromagnets use electricity to make a magnetic field. Factories make them by wrapping wire, usually copper, around a metal core. When electricity goes through the wire, the core becomes magnetic. You can turn electromagnets on or off. You can also change how strong they are. This is why they are used in cranes, motors, and medical tools. Electromagnets need power to work, unlike permanent magnets. They give strong and controllable magnetic fields. They can be made in many shapes for different jobs. Permanent magnets always have force, but electromagnets give more control.
Steps to Make a Magnet
Material Selection
Factories begin by picking the best materials. The choice depends on what kind of magnet is needed. Workers check how strong the magnet will be. They also see if it works in hot or cold places. They look at whether it can resist rust or breaking. Cost and how easy it is to get the material matter too. The table below lists the main things workers think about:
Criteria Category | Specific Criteria / Considerations |
|---|---|
| Magnetic Properties | Magnetic strength (Maximum Energy Product BHmax), magnetic field strength, stability, temperature coefficient |
| Environmental Factors | Operating temperature range, humidity, chemical exposure, corrosion resistance |
| Mechanical Properties | Resistance to mechanical stress, impact resistance, brittleness |
| Cost Considerations | Raw material costs, manufacturing complexity, availability |
| Magnet Grade Selection | NdFeB (high strength, corrosion prone), SmCo (high temperature resistance), Alnico (temperature stability), Ferrite (cost-effective, corrosion resistant) |
| Application Factors | Magnetic orientation, size constraints, interaction with other components |
| Quality Statistics | Evaluation of magnetic strength and stability over temperature, corrosion resistance, durability, thermal conductivity, expansion |
These steps help make sure the magnets will work well and last.
Melting and Alloying
After picking materials, workers melt and mix them together. This makes an alloy. They use special ways like laser melting or mechanical alloying. The process must be very exact. For FeNi magnets, they heat metals over 593 K. Laser melting helps control the inside structure. The table below shows some important facts:
| Parameter / Measurement | Description / Value |
|---|---|
| Alloy studied | Fe50Ni50 |
| Melting method | Laser melting combined with mechanical alloying |
| Heat treatment duration | 1000 hours (no magnetic field), 4 hours (with field) |
| Order–disorder temperature | 593 K |
| Magnetic anisotropic constant (Ku) | 1.35 MJ/m³ (L10 FeNi phase) |
| Magnetic saturation (Ms) | 1.47 T |
| Theoretical energy product ((BH)max) | ~430 kJ/m³ |
Mechanical alloying is used for other magnets like MnAl(C). Workers control the size of metal grains. They add carbon to make the magnet stronger and more stable.
Powder Processing
When the alloy is ready, factories grind it into powder. This step is important for strong magnets. Workers use special ways to keep the powder from breaking down. They use hot-pressing and spark plasma sintering to shape the powder. Some factories coat the powder with thin metal films. This protects it and makes it stronger. Chemical methods like reduction diffusion help make high-coercivity powders. These steps help make magnets that are strong and reliable.
Note: Careful powder processing stops problems like weak magnets or damage later.
Pressing and Shaping
Workers press the powder into molds to make shapes. They often use powder injection molding with binders. The binder helps the powder stick together and flow. This lets factories make magnets in many shapes, even tricky ones. The table below shows some details:
| Aspect | Details |
|---|---|
| Method | Powder Injection Molding (PIM) with binder addition |
| Binder Role | Improves melting fluidity and green body strength, enabling complex-shaped component forming |
| Materials Used | Stainless steel, titanium alloys, ceramics, cermets |
| Feedstock Preparation | Spherical powder mixed with binder, modified for better flow |
| Powder Loading Effect | Higher powder loading increases viscosity, lowers impurities |
| Shape Complexity | Pressing and shaping methods enable complex geometries, overcoming sintering limitations |
After pressing, the magnet keeps its shape but is still weak. Workers handle it carefully before the next step.
Sintering and Cooling
Factories heat the shaped magnets in a furnace. This step is called sintering. It bonds the powder together and makes the magnet strong. Workers watch the temperature and time closely. After sintering, they cool the magnets slowly. Quality checks are very important here. Workers check:
- Density, which affects how strong and hard the magnet is.
- Mechanical properties like how bendy or tough it is.
- Inside problems like cracks or air bubbles.
They use special tools to test the magnets without breaking them. By controlling sintering and cooling, factories stop cracks and make magnets last longer.
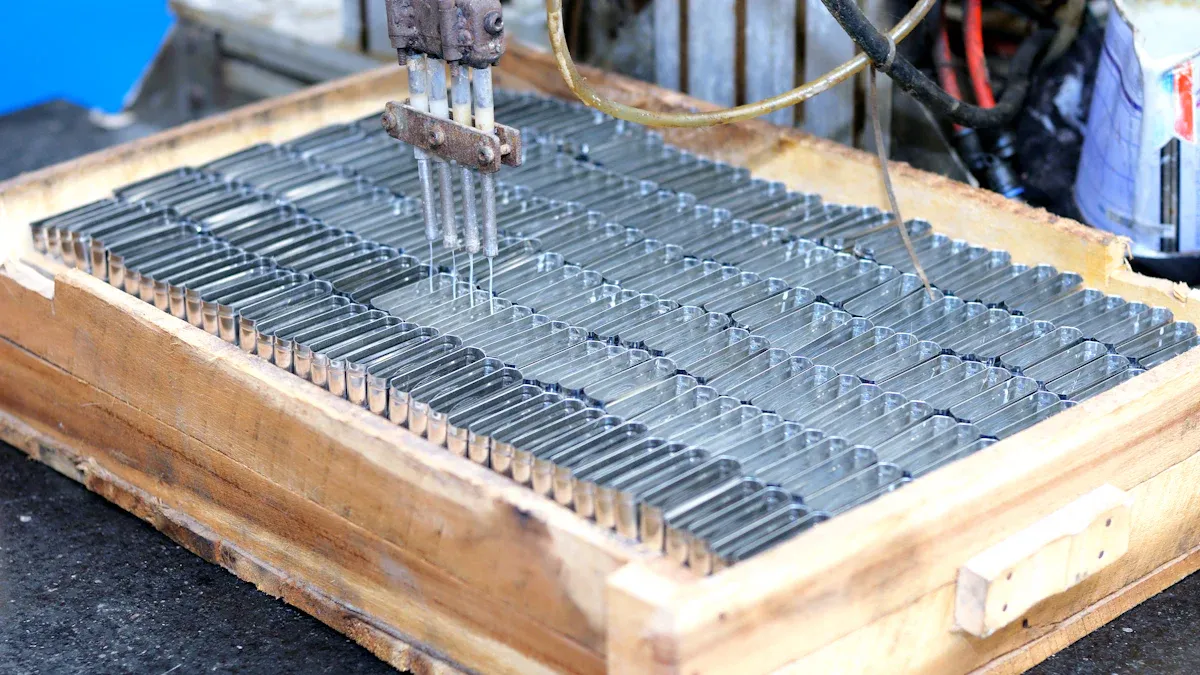
Magnetization
The last step is magnetization. Workers put the cooled magnets in a strong magnetic field. This lines up the tiny magnetic domains inside. It gives the magnet its full power. Factories use special machines to do this fast and safely. Studies show that with the right settings, factories can get over 90% of the magnet’s maximum energy product. This means the process works well and is reliable.
Tip: Magnetization is the step that makes a piece of metal into a real magnet.
Factories follow these steps to make magnets that meet high standards. Each stage, from picking materials to magnetization, is important for the final product.
Finishing and Quality Control
Coating and Surface Treatment
Factories use coatings to protect magnets. These coatings help magnets last longer and work better. Workers use different ways to add coatings:
- Sol-gel methods put ferrite coatings on magnets. These coatings make magnets stronger and tougher.
- Ferrite nano-fiber coatings, like Ni-Zn-Fe₂O₄, help magnets carry magnetic fields better.
- In situ surface oxidation, microwave treatment, coprecipitation, and alkaline bluing protect the magnet’s surface.
- Nickel-Copper-Nickel plating adds layers of metal. This keeps magnets safe from rust and damage. Factories use this a lot in electronics and machines.
- Zinc plating is cheaper and works for magnets in easy places.
- Epoxy coatings keep out water and chemicals. This makes magnets good for outside or rough places.
- PTFE coatings stop chemicals and lower friction. These are used for medical and sea jobs.
- Some factories use natural coatings, like Aloe Vera, to help the environment.
Surface treatments like shot peening and plasma nitriding make magnets harder. These treatments help magnets last longer and not wear out. Magnetic fields during treatment can also help by cleaning off tiny bits.
Cutting and Polishing
After coating, workers cut and polish magnets to the right size. They use special ways to make the surface smooth and correct:
- Magnetic field-assisted mass polishing (MAMP) lets workers polish many magnets at once. It works even for curved magnets.
- This method can make rough surfaces much smoother in half an hour.
- Magnetorheological finishing (MRF) makes the surface very smooth, even smaller than a nanometer.
- Magnetic abrasive finishing (MAF) makes both the outside and inside of magnets better.
- Using magnetic fields during cutting and polishing helps clean up and saves the tools.
These ways help factories make magnets that fit strict size and quality rules.
Testing and Inspection
Quality control is very important in factories. Workers check each magnet with many tests:
- Visual and size checks make sure the magnet looks right and is the right size.
- Chemical and strength tests check if the magnet is strong and made well.
- Non-destructive tests, like magnetic particle, ultrasonic, radiographic, eddy current, and liquid penetrant testing, find hidden problems without breaking the magnet.
- Factories pick magnets for testing in random, stratified, or systematic ways.
| Metric | Description |
|---|---|
| Defect Rate | Percent of bad magnets out of all made |
| Yield | Percent of good magnets out of all made |
| Process Capability (Cp) | Shows if the process can meet the needed limits |
| Process Capability (Cpk) | Shows how well the process stays inside the limits |
These checks help factories keep magnets safe and working well.
Safety Precautions
Safety is important at every step. Workers wear gloves, goggles, and masks to stay safe from dust and sharp edges. Machines have guards and emergency stops. Workers keep metal tools and electronics away from strong magnets. Training teaches everyone how to handle magnets safely. Good safety rules keep workers and magnets safe.
Types of Factory Magnets
Neodymium Magnets
Neodymium magnets are the strongest permanent magnets in factories. They have neodymium, iron, and boron inside. These magnets can be very powerful, up to 52 MGOe. Most work best below 80°C, but some special ones go up to 230°C. They rust easily, so factories add coatings like nickel-copper-nickel. You can find neodymium magnets in electronics, motors, and headphones. Factories test them for how much they can pull, their flux density, and if they lose magnetism. Higher grades like N52 are stronger but do not handle heat as well.
Neodymium magnets are about ten times stronger than ferrite magnets.
Ferrite Magnets
Ferrite magnets are also called ceramic magnets. They use iron oxide and other metals. Factories make them with ceramic processing to save money. Ferrite magnets are not as strong, with 3 to 5 MGOe. They do not rust and work up to 250°C. Many home appliances and car parts use ferrite magnets. Sometimes, factories add lanthanum or cobalt to make them better. Ferrite magnets are much cheaper than rare earth magnets, so they are used a lot.
Alnico Magnets
Alnico magnets have aluminum, nickel, and cobalt. Factories make them by casting or sintering. They melt the metals, shape them, and heat treat them in a magnetic field. This makes tiny iron-cobalt needles inside a nickel-aluminum base. Alnico magnets work up to 550°C and do not lose magnetism easily. Their strength is between 5 and 12 MGOe. Factories use them in sensors, guitar pickups, and meters. Sometimes, they need extra coating to protect them.
Flexible and Electromagnets
Flexible magnets mix ferrite powder with rubber or plastic. Factories make them into strips or sheets. These magnets bend and are good for crafts, fridge magnets, and ads. Electromagnets have coils of wire around a metal core. When electricity flows, the core turns magnetic. Factories can turn electromagnets on or off and change their strength. Cranes, motors, and medical devices use electromagnets.
| Magnet Type | Max Energy Product (MGOe) | Curie Temperature (°C) | Coercivity | Corrosion Resistance | Typical Applications |
|---|---|---|---|---|---|
| Neodymium (NdFeB) | Up to 50 | 80 – 230 | High | Low, needs coating | Electronics, motors |
| Samarium Cobalt | 20 – 30 | ~300 | High | High | Aerospace, high-temp uses |
| Alnico | 5 – 12 | ~800 | Low to moderate | Good, may need treatment | Sensors, guitar pickups |
| Ferrite (Ceramic) | 3 – 5 | ~450 | Moderate | High | Appliances, automotive |
Each magnet type has its own mix of strength, price, and how long it lasts. Factories pick the best magnet for the job they need.
Every step in making a magnet is important. Workers use special steps, starting with raw materials. They keep going until the magnet is coated and ready. The table below shows how factories use different ways to make magnets for different jobs:
| Manufacturing Method | Typical Magnet Types | Core Steps | Common Product Uses |
|---|---|---|---|
| Powder Metallurgy | NdFeB, SmCo | Pressing, sintering | High-strength magnets |
| Sintering | Ferrite, rare earth | Pressing, heating | Motors, sensors |
| Casting | Alnico | Melting, molding | Large, stable magnets |
Factories check their work to make sure magnets are good. They also keep workers safe. These magnets help run things like motors and electronics.
How do factories make magnets stronger?
Factories use the best materials to make magnets strong. They line up the magnetic domains during magnetization. They also watch the temperature and pressure closely. Special coatings help magnets keep their strength for a long time.
Why do some magnets need a coating?
Coatings stop magnets from rusting or getting scratched. They also protect against chemicals. Neodymium magnets rust fast. Factories put on nickel, zinc, or epoxy coatings. These coatings help magnets last longer and work well in many places.
Can magnets lose their magnetism over time?
Yes, magnets can get weaker. High heat or hard hits can make them lose strength. Other magnetic fields can also weaken them. Factories test magnets to make sure they stay strong for a long time.
What safety steps do workers follow when making magnets?
Workers wear gloves, goggles, and masks for safety. This keeps them safe from dust and sharp edges. Machines have guards to stop accidents. Workers keep metal tools and electronics away from strong magnets.